实验研究了在初始温度为500 ~ 800℃的条件下,用两个扁平喷嘴对厚度为2mm和5mm的热移动金属板进行冷却。室温下的自来水被用作冷却剂。在不同的板速(5、10、15 mm/s)和喷嘴倾角(45°、65°、90°)下,对镍、微晶合金和铝合金AA6082进行了实验。用高速红外摄像机记录冷却过程中薄片背面的温度分布。记录的热数据用于反热传导分析,以估计淬火表面的局部热流密度和温度。所得热图像用于分析预冷、过渡沸腾和成核沸腾的长度。给出了研究参数的最大热流密度、DNB温度和再润湿温度。喷嘴倾角的影响较小。速度越大、板厚越厚,最大热流密度越高,预冷区越短。原因是,位置的最大值。在撞击区附近,热流向下游移动。
先进的高强度金属部件在汽车、航空航天和建筑工业中得到了广泛应用。淬火或用水快速冷却通常用于硬化、连铸和金属热处理。在这些过程中,要冷却的初始金属温度可以高达1000°C的钢合金,或超过500°C的铝合金。金属所需的表面形貌、微观结构和机械性能取决于冷却速度。然而,为了达到上述性能并减少不均匀性和热应力,必须相应地控制冷却速率或传热。由于其特定的特点,使用了各种冷却技术:池沸腾,喷射,喷雾撞击等等。碰撞液体射流以快速和广泛的散热而闻名,而适度和均匀的冷却喷雾则用于例如在钢的连续冷却的二次冷却阶段。从形成水幕的模具中喷出的水柱阵列用于铝、铜等有色金属及其合金的直接冷铸工艺。此外,如果被淬火的物体尺寸较宽,则利用由不同喷嘴类型组成的喷嘴场。换热特性主要受喷嘴参数、金属类型、板材速度和冷却介质性能的影响,对冷却速率和均匀性影响较大。因此,全面了解这些参数对于优化冷却系统至关重要。
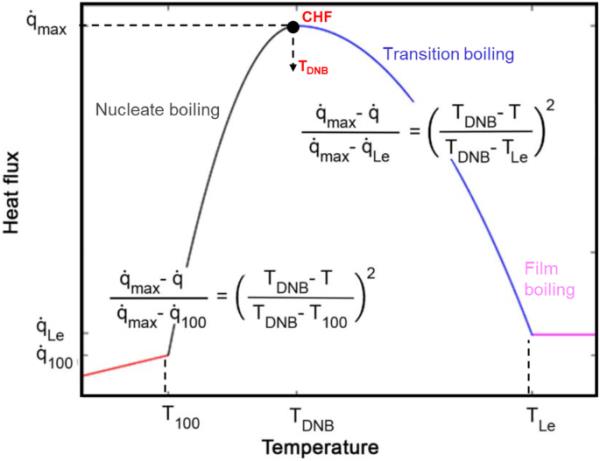
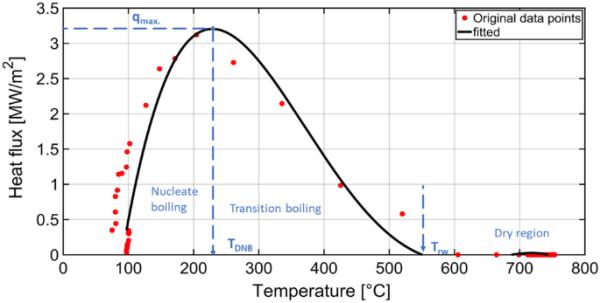
淬火过程中释放的热量随表面温度的变化曲线如图1所示。
图1
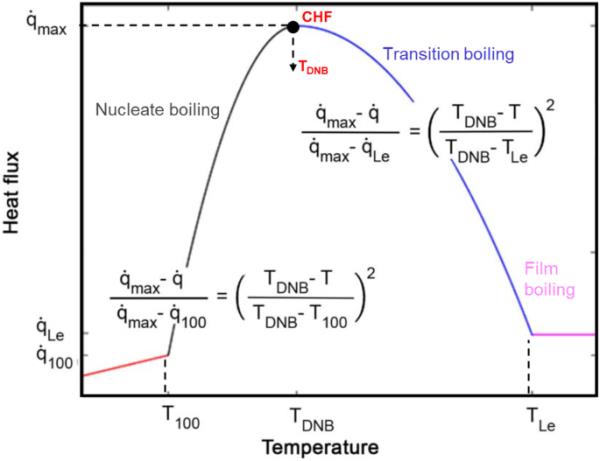
沸腾曲线的抛物线近似
沸点曲线的主要特征点有Leidenfrost温度TLe、最小热流密度q.min、最大热流密度q.max和离核沸点TDNB。部分膜沸腾和核沸腾的范围可以用抛物线函数很好地近似,如[1]所示。
为了确定金属淬火过程中的传热特性,如DNB(离核沸腾)、再润湿温度和最大热流密度,已经进行了大量的研究。Woche等人[2]使用单平面喷嘴和全喷嘴对固定金属板进行了DNB(离核沸腾)和再润湿温度的研究。Waldeck等[3]研究了撞击液体射流淬火过程中的传热,成功模拟了射流淬火过程中的整个冷却过程,包括所有沸腾状态。Gradeck等[4]研究了过冷水射流对初始温度为500 ~ 600℃的热旋转圆筒的淬火。研究结果表明,冷却速率受固体运动速度的影响较大。Vakili和Gadala[5]研究了一排多个水射流在热运动板上的沸腾换热,发现冲击区换热受到板速的影响。Fujimoto等[6]实验研究了圆形水射流在移动热钢板上的传热。研究人员报告说,随着薄片速度的增加,热流通量增加,最大热流通量的位置向下游移动。Chen等[7]研究了圆形射流撞击运动金属板时的传热情况,得出运动金属板时的总换热率高于静止金属板。[8]研究了热运动钢板在900℃初始温度下的射流冲击冷却。研究小组发现,将水流量、喷嘴高度和板的速度增加到最大值后,冷却效率会提高,然后降低。
传统上,嵌入式热电偶用于测量温度分布,这限制了空间分辨率,因为热电偶不能物理安装尽可能靠近淬火表面。这种障碍对精确测量温度提出了挑战,因为温度会由于高温梯度而迅速下降。因此,马格德堡大学一直专注于非接触式测量红外热成像技术,可以在几篇论文中找到[9,10,11]。自2003年以来,它已被用于科学研究[12,13,14],这是一种非常有效的温度测量技术。Labergue等人[15]在使用喷雾和射流冷却热表面的过程中,使用红外摄像机测量温度。
在文献中,利用水射流冷却热移动和静止金属板来研究传热的研究很多,但对金属的平喷淬火的科学研究相对较少。因此,目前的研究重点是使用两个扁平喷嘴的组合来冷却移动的金属板。本研究的最终目的是找出喷嘴倾角、金属类型、薄板厚度、薄板速度等参数对局部换热和最大热流密度的影响。用二维逆热传导问题确定了淬火侧的局部热流密度。通过红外热像仪测量后表面(撞击对面)的温度场。此外,不来梅大学开发了基于欧拉方法的移动板的3d数值模型。在商业软件ANSYS Fluent中求解了以水为连续相、蒸汽为分散相的两相数值模拟中的共轭传热问题。用实验数据验证了该模型的正确性,并成功地模拟了冷却过程中的所有淬火区域。关于该模型的更多细节可以在[16,17,18]中找到。
在实验中,垂直移动的热金属板通过两个平面喷雾器从高温中淬灭。实验设置如图2所示。
图2
实验装置示意图
薄片在熔炉中被电加热到所需的起始温度,然后使用滑轨转移到冷却室,在那里它位于喷嘴的前面。板材使用横移器垂直移动,并在受控条件下用平喷淬火。同时,用200帧/秒的高速红外摄像机从背面记录正在冷却的薄片的温度。摄像机的测量范围为150℃~ 1000℃。
在炉中加热2 mm和5 mm厚度的铝合金(AA6082)、镍和微晶合金片(250 × 230 mm)至500至800℃的均匀启动温度。薄片速度从5到15毫米/秒不等。金属板的背面涂有高(约0.93)温度稳定发射率的黑色涂料,这是精确红外记录所必需的。
为验证红外相机测量结果,进行了标定实验。将热电偶(TC)安装在10mm不锈钢板表面下方1mm处,并将温度曲线与红外摄像机记录的表面温度进行比较。保持薄片温度,在恒定温度下,两次测量之间的偏差为1k。在起始温度为850℃的空气冷却过程中,由于TC的深度,在TC和IR相机测量之间观察到11 K的温差。测定了所用黑色涂层的发射率为0.93 0.02,与温度无关。
平面喷雾的特征为喷雾角(β)、喷雾宽度(b)和冲击长度(b),然后在热表面形成矩形液体膜,如图3所示。实验研究采用两个相距35mm的平面喷雾器的喷嘴场。水压保持2bar恒定,温度设置为22°C。
图3
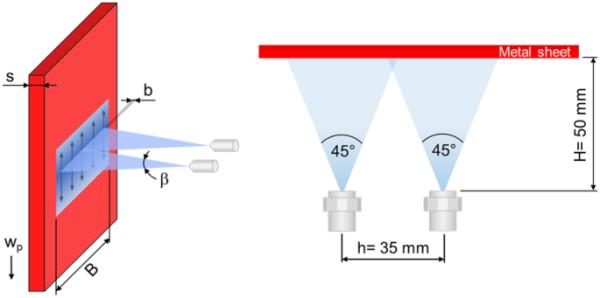
两个平面喷雾器的示意图
喷嘴与板材之间保持50毫米的距离。为了避免启动不正常,在淬火过程开始之前使用并移除保护板或防溅板,以便完全形成的水射流击中热板。
图4显示了一个平面喷雾撞击热表面的相机快照。
图4
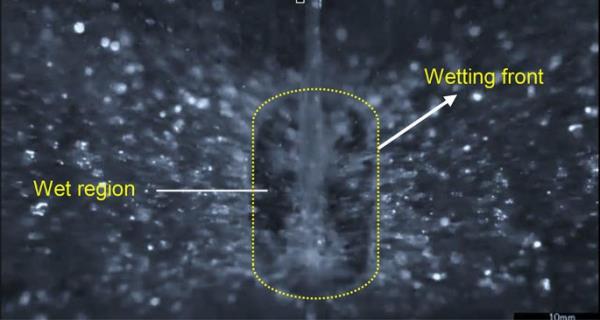
高速摄像机拍摄到的单一平面喷雾剂撞击热片的图像
可以看出,靠近驻点的区域被润湿,矩形润湿锋向外扩散。由于液体蒸发过程,液膜破坏了表面并形成液滴。这些液滴向外飞行,留下干燥的表面,因此,对表面没有任何冷却作用。在这一区域发生转变和核沸腾。
对于扁平喷雾,体积流量用作特征参数。撞击宽度为80mm的表面的水的总体积流速等于25l /min m。撞击通量及其局部分布是影响平面喷雾的另一个重要因素,使用我们实验室技术人员在实验室建造和设计的图像仪进行测量。图5显示了在2 bar恒定压力下,两种平面喷雾的模式示意图和撞击通量分布图。撞击装置由35毫米的喷嘴组成,喷嘴面朝下安装在一个支架上。该支架可以精确控制,并在所有三个维度上以毫米的精度移动。在喷嘴下方有一个板,板上有直径为10mm的10mm小圆柱形管,圆柱形管呈线性排列,并与小型集水瓶相连。
图5
沿喷淋轴的冲击通量
由于重叠,在两次喷雾的中间获得最大的喷雾通量。可以看出,在-10 ~ 10 mm范围内,冲击通量最大,变化不明显。因此,在处理实验数据时,测量线沿着两个喷雾的中心绘制。
在本研究中,使用来自InfraTec GmbH的红外摄像机ImageIR 8800,频率为200 Hz,分辨率为640 × 512像素。5毫米厚镍片的红外图像如图6所示。薄片以5毫米/秒的速度运动,可以看到其在瞬间10秒的相应轮廓。为了提取冷却过程中的温度,绘制L1、L2、L3测量线。
图6
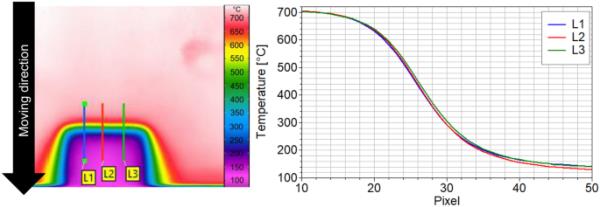
红外图像和相应的冷却曲线
薄片顶部的温度很高,接近起始温度800℃,随着润湿锋或润湿区域的接近,温度急剧下降。由于矩形润湿锋的传播,这些测量线的温度分布显示出均匀的冷却,并且所有三个分布非常相同。
为了便于分析,所有实验都在两个相互作用的喷嘴中间绘制测量线,因为在这个位置喷雾通量最大,因此热通量也最大。
当喷嘴喷出的水碰到热的移动板时,在板上形成三个区域。这些区域(A、B、C)的示意图和相应的温度分布如图7所示。
图7
不同的区域和温度分布沿板的长度在冷却过程中
温度根据薄片长度绘制,其中z*=0表示喷嘴或冲击点在薄片上的位置。z*的负范围表示板材的顶部热部分。在湿锋接近之前,温度开始下降,这是由于轴向热传导,被称为预冷区。在热导率高的金属中,如铝,温度在这个区域下降得更快。再润湿温度是指板材被水浸湿并由于水淬而开始冷却的温度。再润湿温度Trw和DNB(偏离核态沸腾)之间的区域为过渡沸腾区。核沸腾区在DNB后开始,此时热流密度qmax达到最大值。
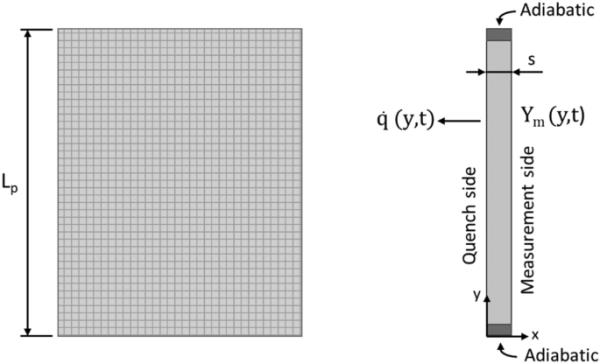
对于传热分析,淬火表面的温度是必需的。因此,这些温度必须计算使用测量的表面温度在背面的板材。在计算中,采用了逆热传导法。近年来,逆建模因其独特的应用而引起了人们的广泛关注,一些研究人员开发了许多逆模型来确定热流密度或换热系数。B. Wang等[19]提出了基于顺序函数规范法的一维热传导公式,用于估算射流撞击高温板表面时的热流密度。Nallathambi和Specht[20]采用二维有限元法,利用射流阵列估算了金属淬火过程中的热流密度。Z. Malinowski等人[21]开发了一种逆方法来确定被水冷却的金属表面的三维热流密度和换热系数在空间和时间上的分布。
本文采用带伴随问题的共轭梯度法求解反传热问题;关于该方法的更多细节可以在M. ?zisik[22]中找到。
该方法使目标函数最小,由式(1)给出。
(1)
目标函数是利用红外摄像机测得的温度Ym (t)与利用估计的淬火侧热流估计的直接问题计算得到的温度Tm (t)的平方差,tf表示最终时间,M为淬火面上的测点总数(像素数)。
共轭梯度法是一种收敛到目标函数最小值的迭代方法。每次迭代时,估计的热流密度由式(2)计算。
(2)
式中为搜索步长,下降方向,k为迭代次数。
下降方向是梯度方向与前一次迭代下降方向的线性组合,如式(3)所示。
(3)
共轭系数γ可以用[22]中的公式(4)计算。
(4)
停止准则由式给出
(5) (6)
其中σ是温度测量的标准差,假设为常数。
为了执行迭代过程,首先通过求解灵敏度和伴随问题来计算步长β和下降梯度[22]。如[22]所述,通过指定边界和初始条件,这些问题可以转化为一个简单的傅立叶定律问题。用有限差分法对这些问题进行了数值求解。要了解这些问题的进一步细节,请参考[23,24,25]。
图8为热传导逆解算法的简化流程图。
步骤1。利用边界条件q=0 (y, T)的初始猜想求解直接问题(T (x, y, T))
步骤2。检查式(5)给出的停止准则,不满足则继续
步骤3。从伴随问题计算梯度方向,然后从式(4)计算共轭系数。
步骤4。使用Eq.(3)计算下降方向。
第5步。计算新的搜索步长,求解灵敏度问题。
步骤6。计算新的估计并返回到步骤1。
为了计算热流密度,将上述迭代方法应用于二维结构,如图9所示。
图8
流程图为逆法算法
图9
表的示意图
为了简化问题,除淬火表面外,所有其他热边界都假定为绝热边界,并且假定在宽度方向上没有冷却。利用测量侧沿y轴方向测得的时空温度(Ym (y, t))在y和x方向上进行数值求解,得到淬火侧沿y轴方向的热流密度。采用MATLAB R2021a软件进行数值计算和逆计算。
以2mm镍片为例,用反传热法近似得到的表面热流密度随淬火表面温度的变化曲线如图10所示,该曲线称为沸腾曲线。
图10
淬火侧的平滑热通量与温度的关系
红色的点表示从反解中得到的原始数据点。由于反换热方法的结果波动非常不稳定,需要对结果进行精细的平滑和拟合。黑色曲线表示原始解的最佳拟合,数据点使用4阶多项式函数进行拟合。数据采用OriginPro 2021软件进行拟合,拟合统计结果如表1所示。采用这种技术是为了更好地了解各种参数对热流密度的影响。曲线分为三个区:干区、过渡沸腾区和核沸腾区。当再湿温度Trw达到560℃时开始冷却,热流开始上升。过渡沸腾区在560°C至220°C之间。热流密度在TDNB=220℃时达到最大值3.3 MW/m2。成核沸腾遵循过渡沸腾,由于表面温度低,表面形成小泡核,蒸发速率和热流密度降低。
表1拟合统计
摘要
1 介绍
2 测量分析方法
3.结果与讨论
4 结论
数据可用性
缩写
参考文献
作者信息
道德声明
搜索
导航
#####
下面,比较了镍、微晶合金和铝合金(AA6082)的拟合沸腾曲线,以确定片厚s、喷嘴角度α和片速wp等参数对沸腾曲线的影响。
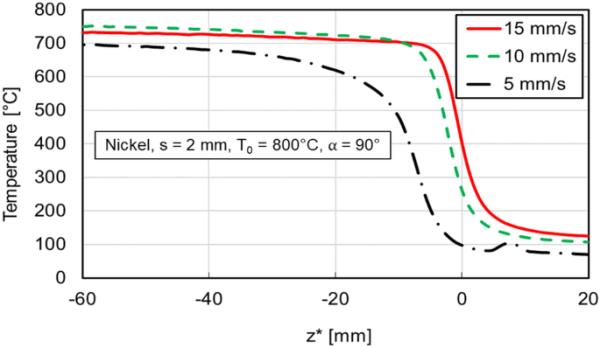
在喷嘴角度为90°的情况下,2毫米镍片的温度分布如图11所示。
图11
喷嘴角度为90°时不同薄板速度的冷却曲线
沿板料长度的冷却曲线是在所谓的准平稳时间一段时间后选择的,以避免启动中断。在左边(负z*),片材具有淬火前的初始温度,在右边(正z*),片材被喷雾冷却。x轴上的零表示喷雾冲击在板材上的位置。红色曲线表示最大薄片速度为15毫米/秒时温度的下降,黑色曲线表示最小薄片速度为5毫米/秒。可以看到,所有的温度曲线在撞击点之前都开始下降。其原因是轴向热传导和湿锋向上运动。随着板料速度wp从5 mm/s增加到15 mm/s,撞击区附近温度从100℃增加到400℃,预冷效果减弱。
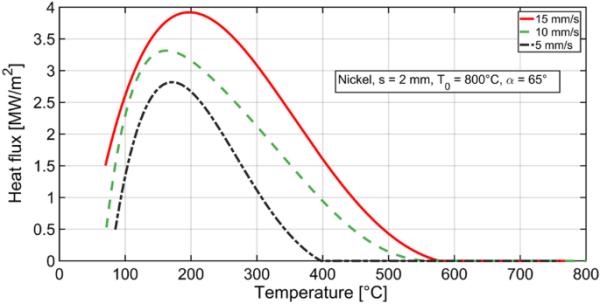
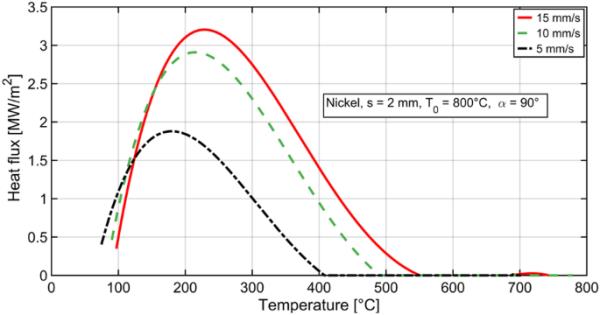
根据冷却曲线估算出的不同薄片速度下的热流密度曲线如图12所示。总热流密度和最大热流密度随板料速度的增大而增大。DNB温度范围为180℃~ 220℃,再润湿温度范围为400℃~ 550℃。较高的薄片速度引起DNB温度的轻微升高。
图12
不同薄片速度下的热流密度曲线
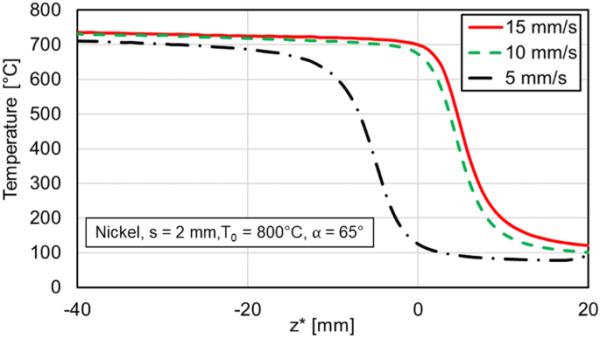
同样,在喷嘴角度为65°时,随着片状速度wp的变化,2mm镍的冷却剖面如图13所示。喷嘴角度对冷却曲线的影响不显著,而对撞击点(z*=0)温度升高的影响不显著。
图13
喷嘴角度为65°时不同薄板速度的冷却曲线
喷管角度为65°时的热流密度曲线如图14所示。
图14
不同薄片速度下的热流密度曲线
图15显示了在5、10和15 mm/s板材速度下,三种喷嘴角度的最大热流密度对比。
图15
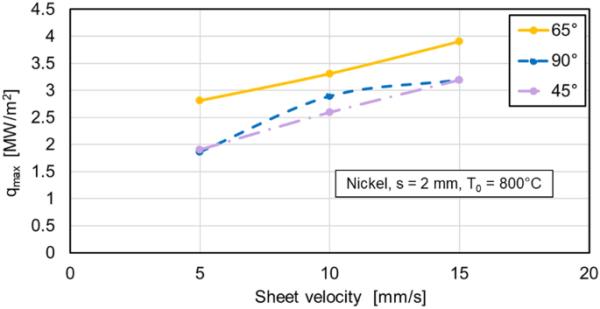
倾角对最大值的影响。热通量
在黄色曲线所示的65°角处,获得了最大热流密度qmax。90°角和45°角的热流密度变化不大。
不同角度对TDNB局部位置的影响如图16所示。0 mm处的z*表示喷嘴对片材的撞击点,负范围(z* < 0)表示上游区域,正范围(z* > 0)表示下游区域。可以看出,随着板料速度的增加,各倾角下的DNB温度均呈上升趋势。一般情况下,90°倾角时DNB温度较高,65°倾角时DNB温度较低。
图16
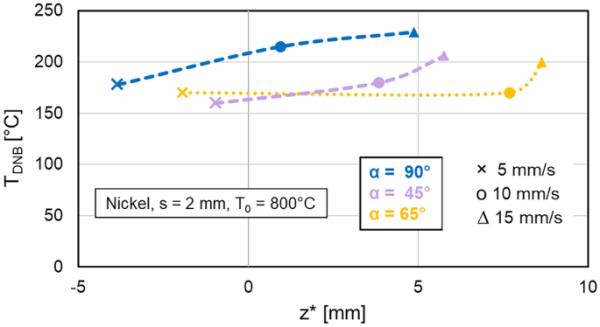
TDNB与不同喷嘴角度下的局部位置
在本节中,讨论了微晶合金作为一种材料的传热问题。图17显示了在喷嘴角度为65°时,不同薄板速度冷却过程中的温度分布。
图17
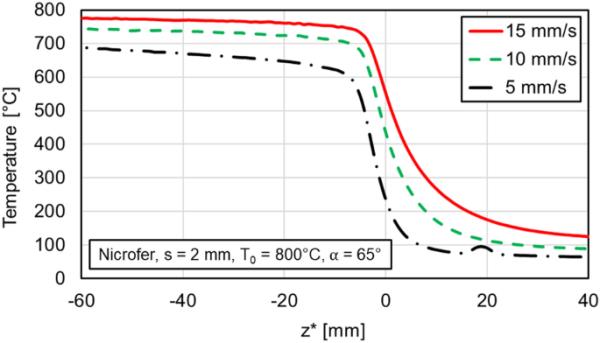
喷嘴角度为65时不同薄板速度的冷却曲线
与镍的图13相比,可以看出,当片材速度为5 mm/s时,撞击点(z*=0)的温度高出约100℃。其原因是由于导热系数较低,预冷区域较短。表2总结了本研究中使用的三种金属在环境温度下的热物理材料性能。镍铁的导热系数比镍低三分之一。
表2所调查材料性能塔尔
对于所有三种速度,薄片在准静止条件下冷却。冲击点温度分别为230℃、440℃和580℃,移动板速度分别为5mm /s、10mm /s和15mm /s。随着运动速度的增加,冷却速度也随之增加。由于微晶合金的导热系数较低,它的冷却速度比镍慢。
图18显示了不同薄片速度下微晶合金的沸腾曲线。片材速度越高,最大热流密度、再润湿温度和DNB温度也越高。与镍相比,微晶合金的最大热流密度较低,而DNB温度较高。
图18
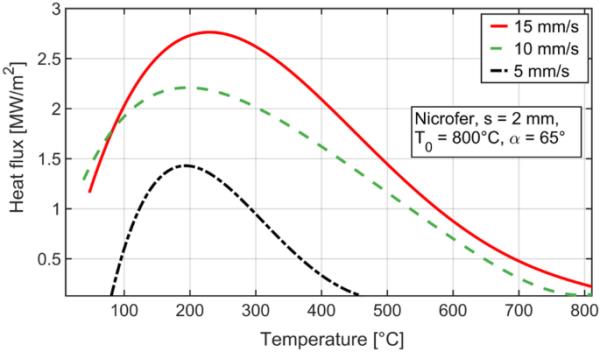
不同薄片速度下的热流密度曲线
图19显示了两个喷嘴角度为65°和45°时,与板材速度相关的最大热流密度。
图19
最大热流密度和薄板速度的角度比较
65°角的最大热流密度略高于45°角。然而,这种影响也相对较低。
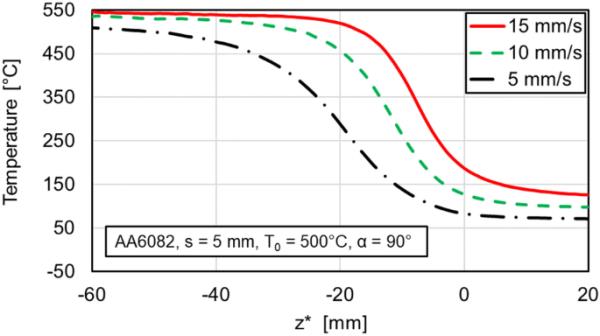
铝合金(AA6082)板材冷却的温度分布如图20所示。
图20
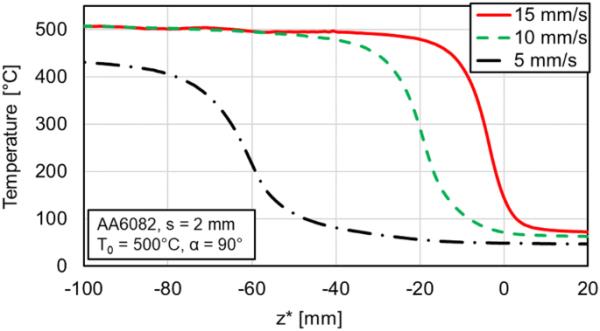
喷嘴角为90°时不同薄板速度的冷却曲线
可以看出,AA6082片材在z*=0处到达撞击位置时已经冷却。原因是非常高的热导率,这导致了很大的预冷范围。
图21描绘了热流密度与表面温度的关系。
图21
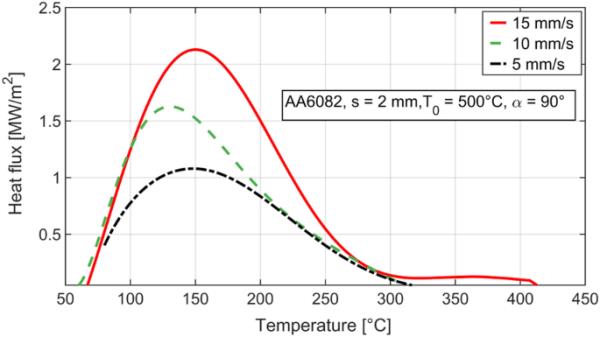
不同薄片速度下的热流密度曲线
AA6082的最大热流密度相对低于其他两种材料(镍和微晶合金)。DNB和再润湿温度也相对较低。原因是由于熔点低,初始温度较低,不能加热到800℃。
图22显示了喷嘴角度的影响。影响也很小,但在喷嘴角为65°时,热流密度最大。
图22
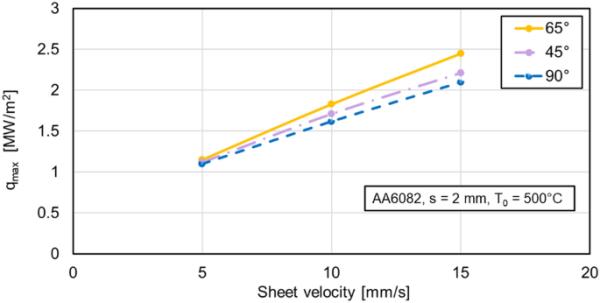
不同喷嘴角度下的最大热流密度与薄板速度的关系
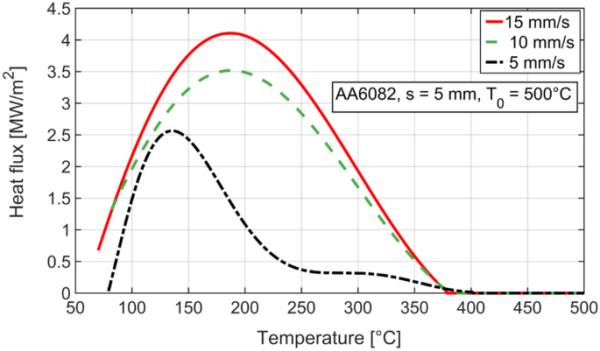
图23显示了厚度为5mm而不是2mm的AA6082片材的冷却剖面。对于5mm的厚度,预冷范围要短得多,这导致撞击点的温度更高。
图23
5毫米厚AA6082板材不同板速下的冷却曲线
图24显示了5毫米AA6082片材在5、10和15毫米/秒片材速度下的相应热流密度。
图24
5 mm厚AA6082薄板不同片速下的热流密度曲线
在相同的板材速度下,最大热流明显高于2 mm AA6082板材。
传热机理受水流速率和金属类型的影响。由于水流速率远大于薄板速度,所以水流速率必须与薄板速度和薄板厚度无关。因此,传热取决于片材上的局部位置(z*)。它在撞击点附近较高,远离撞击点则降低。从所有温度曲线可以看出,热流密度最大的DNB温度总是在撞击点(z* > 0)以下的下游区域。板料速度越高,撞击区附近的DNB温度位移越大,导致最大热流密度值越高。增加薄板厚度也有类似的效果。随着板厚的增加,DNB温度向撞击区附近移动,产生最大的热流密度。因此,在下面的图中,根据局部位置(z*)表示最大热通量。
喷嘴倾角影响了湿锋在上游和下游区域的扩展,进而改变了预冷区和淬火区的宽度。因此,最大热通量随其变化。图25显示了不同板速下镍喷嘴角度对最大热流密度的影响。
图25
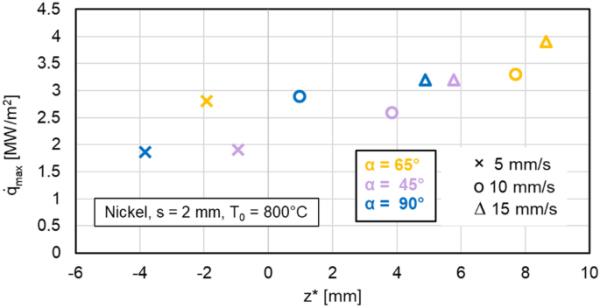
在不同喷嘴角度下,最大热流密度与局部位置z*的关系
可以看出,在所有喷嘴倾角下,最大热流密度随片材速度的增加而增大,最大热流密度局部位置向撞击点下方下游区域移动(z* > 0)。
图7显示了冷却曲线上的不同区域。由于红外摄像机可以全面查看温度数据,因此可以直观地测量这些沸腾区域的宽度。表3显示了在不同速度下2mm镍片的不同沸腾区域的宽度。
表3不同板材速度下镍的不同淬火区域宽度
预冷区前缘宽度随着板材速度的增加而减小,在5mm /s时为16mm,在15mm /s时为4mm。然而,随着薄片速度的增加,核沸腾区的宽度增加。
同样,图26给出了不同喷嘴倾角和片材速度下微晶片对z*的最大热流密度。镍铁遵循与镍相似的趋势,在两个角度上,最大热流以更高的速度向下游移动。
图26
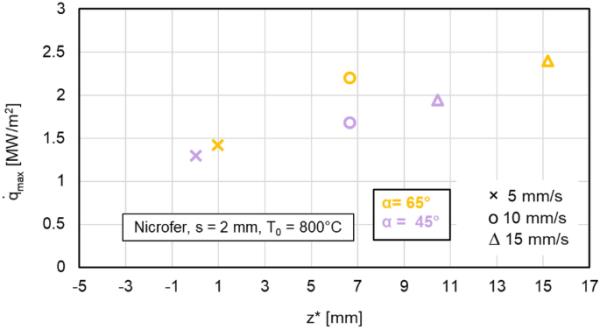
在不同喷嘴角度下,最大热流密度与局部位置z*的关系
表4描绘了喷嘴倾角为65°时微光镜不同冷却区域的宽度。
表4微晶片在不同片速下淬火区的宽度
在较高的速度下,预冷区宽度缩短1 mm,而过渡区和成核沸腾区宽度随着速度的增加而增加。
对于2 mm的AA6082,图27给出了不同片材速度和喷嘴倾角下最大热流密度与局部位置z*的关系。由于AA6082的高导热性,所有速度下的最大热流密度都在上游区域。虽然,max的位置。在较高的速度下,热通量在撞击点附近移动。
图27
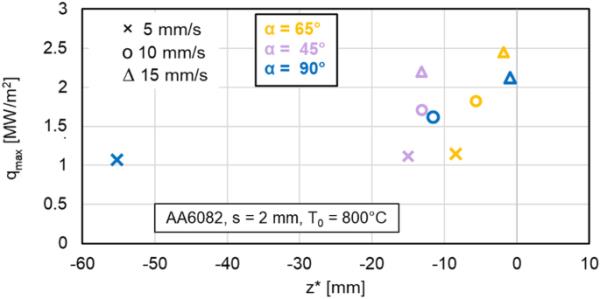
在不同喷嘴角度下,最大热流密度与局部位置z*的关系
表5显示了在90°喷嘴角下2mm AA6082冷却时各区域的前宽度。
表5不同板材速度下AA6082各淬火区宽度
所有淬火区的前宽度都随着板材速度的增加而减小。
研究结果表明,平板喷雾对热板的冷却效果受薄板速度、薄板厚度、材料类型和喷嘴倾角等参数的影响。根据研究结果,可以得出以下结论:
通过改变板料速度,观察到板料速度的增大导致最大热流密度增大,而预冷区前宽减小。随着板料速度的增加,水雾撞击板料表面,由于轴向预冷效果较低,导致板料表面温度升高。因此,最大的换热和冷却发生在撞击区域附近,导致该区域的热流密度最大。结果表明,薄板速度是一个重要参数,为达到均匀冷却,必须考虑最大热流密度,选择合适的薄板速度。DNB温度也随其升高,但随最大热通量的增加不显著。
薄板厚度的变化趋势与薄板速度的变化趋势一致,由于预冷前缘宽度减小,薄板厚度越厚,最大热流密度越大。这意味着预冷过程,包括在板材进入损伤区域之前对其进行冷却,与薄板材相比,对厚板材的影响较小。结果表明,厚板的预冷前缘宽度减小,最大热流密度增大。
对于高导电性金属铝合金AA6082和厚度为2mm的薄板,轴向预冷效果较高,因此预冷区宽度较大。这种效应导致最大热通量下降
此外,通过改变喷嘴倾角,可以观察到喷嘴倾角对冷却过程的影响最小,对于65°倾角的影响最大。相对较高。为了更好地理解喷嘴角度对厚板的影响,需要进行更多的研究。
利用红外图像对不同冷却区域的宽度进行了观测,结果表明,对于所有三种金属,预冷却区域的长度都随着板材速度和厚度的增加而减小,从而导致最大热流密度增加。随着薄片速度的增加,DNB局部温度位置向撞击区偏移。ni和Nicrofer的DNB温度在190 ~ 220℃之间,AA6082的DNB温度在140 ~ 160℃之间。
下载原文档:https://link.springer.com/content/pdf/10.1007/s00231-023-03362-y.pdf
为您推荐:
- 高尔夫:创世纪邀请赛分数 2025-07-02
- 罗马尼亚节日上,数百人穿着熊皮跳舞 2025-07-02
- F-4战斗机在服役50多年后退役 2025-07-02
- 悬挂印度国旗的油轮在红海被无人机袭击自10月17日以来对商船的“第15次袭击” 2025-07-02
- Jalape?o poppers | RecipeTin Eats 2025-07-02
- 德约科维奇缺席马德里公开赛,纳达尔面对少年布兰奇 2025-07-02


